
Industrial steam boilers: operation, applications, and efficiency levers

Thomas Peyron
•

Industrial steam remains a cornerstone of many processes today. How does a steam boiler operate? What are its applications, and where are the primary opportunities to reduce energy consumption? This article provides a clear, objective overview of the steam boiler room and identified optimization pathways.
What is steam used for in industry?
Steam is primarily an energy carrier. It transports large quantities of heat, can be easily distributed throughout production areas, and ensures stable, homogeneous temperatures within processes. This combination explains its longevity: despite competition from alternative technologies, it remains an industrial standard.
Applications are highly concrete:
In the food and beverage industry, steam is used for cooking food, sterilizing products, or ensuring clean-in-place and sterilization-in-place (CIP/SIP) operations.
In pulp and paper and cardboard manufacturing, it is used to dry sheets at the machine exit, an extremely energy-intensive process step.
In the chemical and pharmaceutical sectors, it is utilized in autoclaves to ensure the sterility of equipment and products.
In the textile industry, it facilitates specific thermal treatments and fiber shaping.
What makes steam highly effective is its versatility. It can heat an exchanger, feed a dryer, or sanitize equipment. It allows high temperatures to be reached rapidly, yet is equally effective for milder, regulated thermal maintenance.
Steam is therefore a universal industrial tool: a single energy carrier capable of meeting highly diverse requirements, with an energy efficiency that is difficult to match with other fluids.
The steam boiler room at a glance
A steam boiler is not an isolated piece of equipment; it belongs to a complete system known as the boiler room. Understanding the logic of this system is essential to identify energy losses and evaluate potential gains.
A typical boiler room layout consists of several primary components:
The boiler and its burner: The core of the system, where the fuel energy (gas, fuel oil, biomass) is converted into heat. An economizer is often integrated here to recover residual heat from flue gases to preheat feed water.
The steam header (or manifold): It regulates the produced steam and distributes it to the various workshops.
Process users: Heat exchangers, dryers, autoclaves, cooking, or sterilization lines. This is where the steam releases its energy and condenses.
Steam traps and the condensate network: They collect condensation water while preventing live steam from escaping unnecessarily.
Condensate return to the feed tank or deaerator: This step is essential to reuse water that is already hot and chemically treated, thereby limiting the input of makeup water, chemicals, and fuel.
Water treatment and blowdowns: Properly treated water prevents deposits and corrosion; blowdowns eliminate impurities and route through a flash vessel for safety reasons.
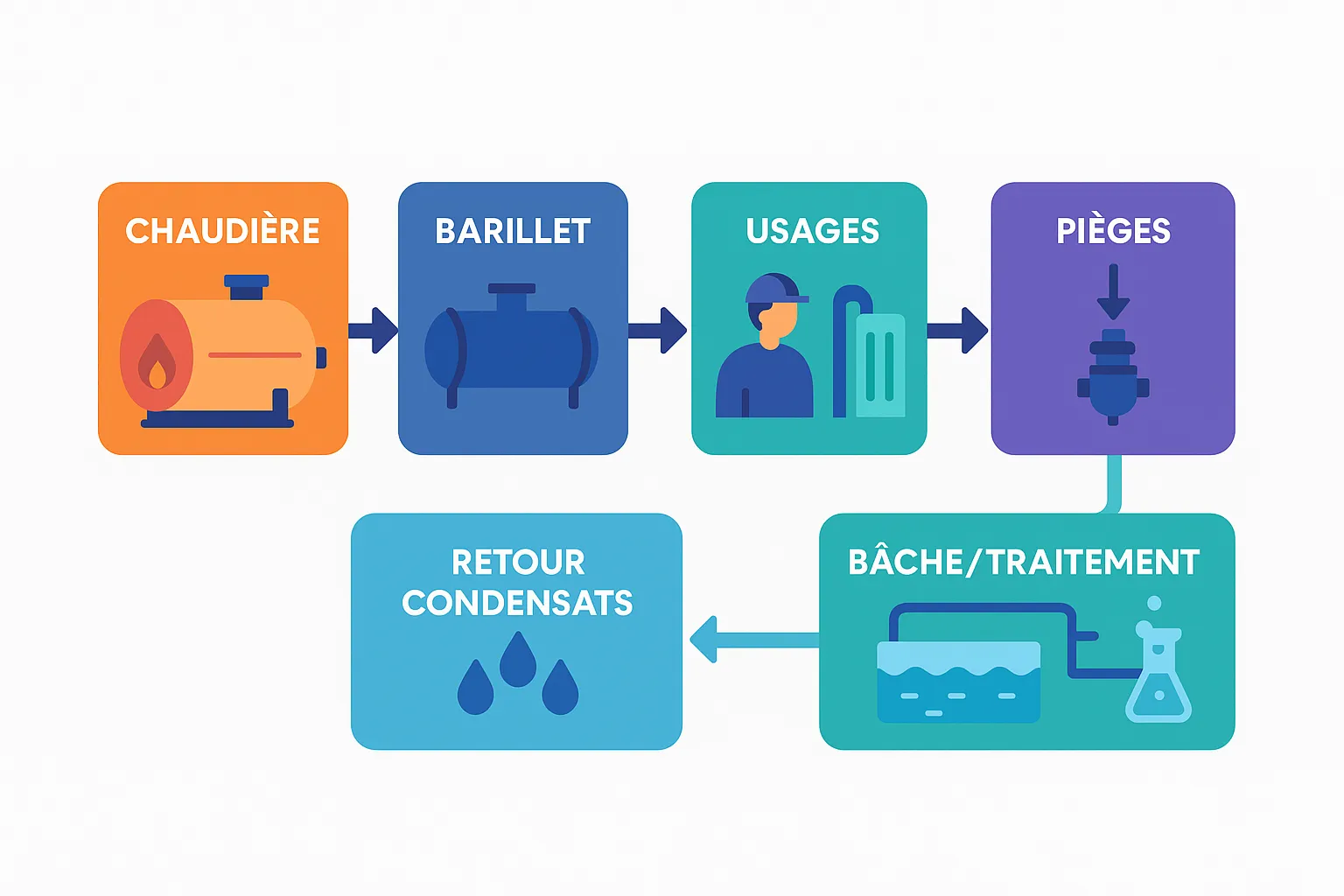
An optimized steam boiler room operates as a closed loop where production, utilization, and return must be balanced. It is precisely in the interactions between these blocks—especially condensate return and the economizer—that the most effective energy optimization levers are found.
How does a steam boiler work?
A steam boiler operates on a simple principle: water is heated to convert it into steam, which is used as an energy carrier before being returned to the boiler as condensate. However, behind this basic concept lies a continuous sequence of operations running 24/7 in industrial facilities.
Everything begins in the burner: energy from a fuel (commonly natural gas) is released through combustion and transferred to the water contained within the boiler shell. As the temperature rises, the water transitions to steam. This steam is accumulated in the manifold, then routed to the production workshops based on demand.
During use, steam releases its energy by condensing. It transitions back into hot water: the condensate. Rather than discharging this water, it is collected and returned to the boiler room. Prior to injection, condensates typically pass through a feed tank or a deaerator, which removes dissolved gases and stabilizes temperature. The system is then replenished with treated makeup water to compensate for losses, and the cycle repeats.
This closed-loop principle distinguishes a steam boiler from a hot water boiler. In the latter, water is simply heated and sent to closed circuits (district heating, workshop heating) without any phase change. The water returns cooled and is reheated. Conversely, a steam boiler utilizes the liquid → steam → liquid phase change as the driving force for thermal transfer. This makes steam more complex to manage, but significantly more versatile for industrial processes.
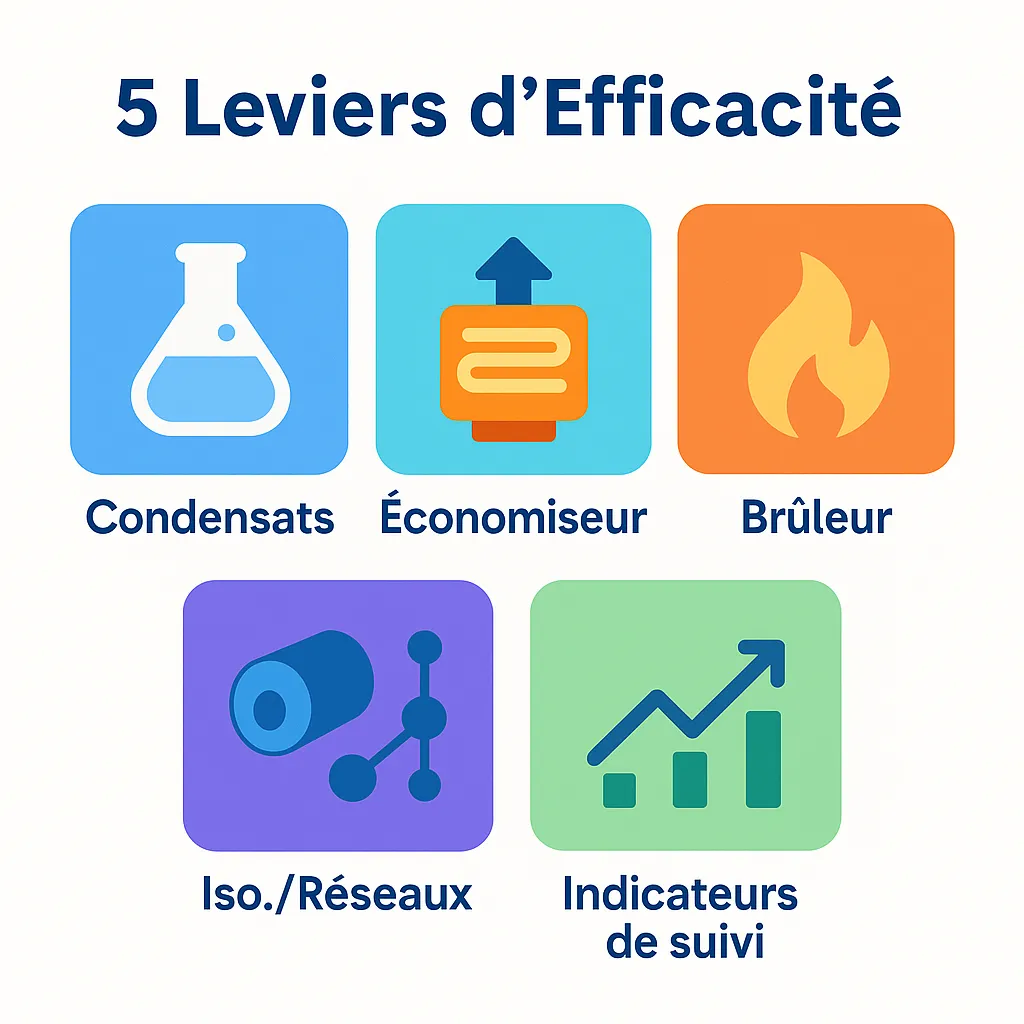
Direct levers for reducing energy consumption
A steam boiler room is not static: its performance depends on how it is operated and maintained. Prior to considering major investments, several accessible measures can be implemented to reduce fuel consumption and improve reliability.
Condensate return is often the primary lever. Each kilogram of condensate retains a significant amount of heat and carries an additional benefit: it has already been chemically treated to limit corrosion and scaling. Reusing these condensates reduces makeup water requirements, chemical usage, and fuel demand. In certain facilities, simple pumping optimization or improved steam trap management can increase cycle efficiency by 10% to 20%.
Another key focus area is the flue gas economizer. By recovering heat from combustion gases to preheat feed water, it prevents the loss of thermal energy to the atmosphere. Efficiency gains of 4 to 6 percentage points on LHV (Lower Heating Value, i.e., the useful heat available from combustion) are commonly observed. These gains warrant keeping the exchanger clean and appropriately sized relative to flue gas and water flow rates.
Combustion quality also plays a critical role. Excessive excess air or a poorly maintained burner results in higher flue gas temperatures and subsequent chimney losses. Scheduled monitoring of O₂ levels in flue gases, combined with appropriate burner adjustments, optimizes combustion and reduces consumption.
Finally, the distribution networks must not be overlooked. An uninsulated valve or a failed steam trap may seem minor, but multiplied across dozens of points, they represent ongoing losses. Insulating exposed pipe sections, periodic steam trap inspections, and monitoring blowdowns are straightforward measures that typically pay back within months.
Safety and regulatory framework: What you need to know
Steam boilers are high-risk equipment. They operate under pressure and high temperature, which imposes a strict regulatory framework designed to protect operators and ensure installation reliability.
In Europe, placing boilers on the market is governed by the Pressure Equipment Directive (PED 2014/68/EU). In France, their operation is regulated by the decree of November 20, 2017, which defines inspection and monitoring requirements. In practice, this means each boiler must undergo regular follow-ups by notified bodies according to a specified inspection schedule. Safety accessories, such as valves, must also be installed and periodically tested.
These regulatory obligations are mandatory and concern the facility operator directly. Compliance is requisite for both personnel safety and production continuity.
-> Important: DATIVE does not intervene in regulatory safety or boiler compliance. Our role is strictly focused on energy measurement, consumption monitoring, and decision support. All matters relating to inspections and compliance remain the sole competence of notified inspection bodies and boiler manufacturers.
How DATIVE assists in improving steam performance
Improving steam boiler room performance begins with enhanced tracking and tangible data. Action cannot be effectively taken without locating losses and establishing reliable indicators to track progress. This is the precise purpose of instrumentation and real-time monitoring.
At DATIVE, we operate at two levels:
Technical audit and metering plan: On-site, our teams identify the most relevant measurement points to cover the entire steam-condensate cycle. The goal is to obtain a clear assessment of production, consumption, and major losses.
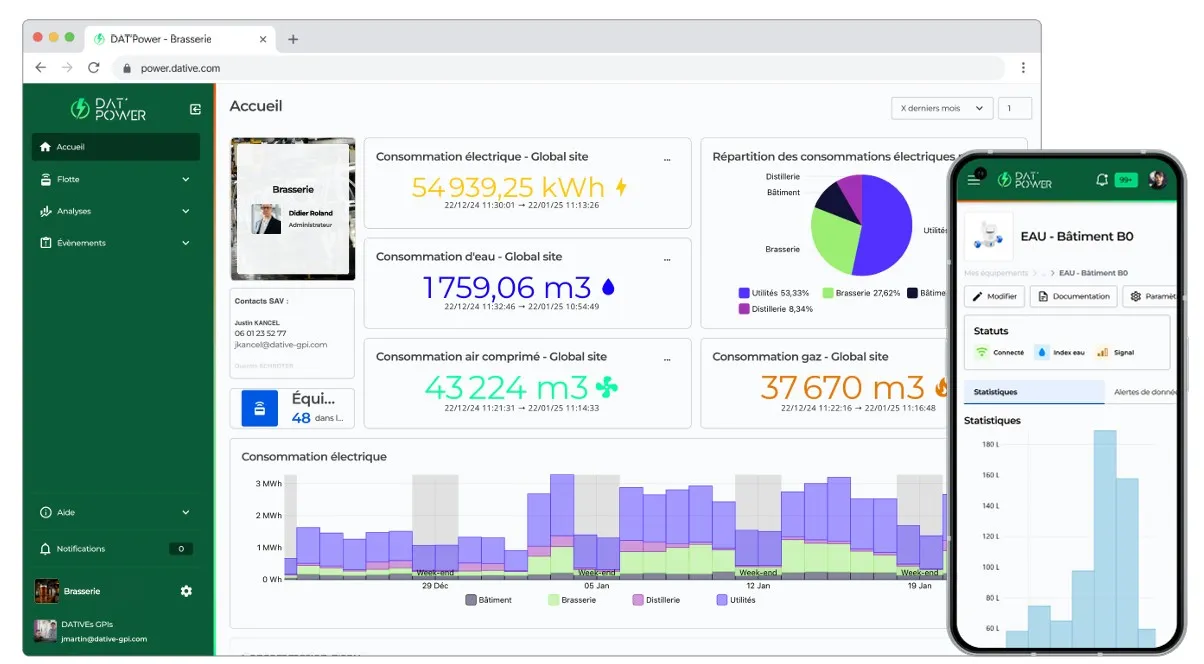
DAT’Power: Our platform centralizes data and delivers key performance indicators such as apparent boiler efficiency, flue gas temperature, condensate return rate, and feed tank conductivity. The dashboards allow real-time monitoring of boiler room efficiency and rapid detection of anomalies.
This pragmatic approach has been implemented across multiple factories, particularly in the paper industry, where steam consumption is a prominent cost center. Customer feedback indicates that appropriate instrumentation enables precise quantification of losses, prioritization of actions (condensate return, economizer, combustion adjustments), and measurement of savings within the scope of ISO 50001 or CEE (energy savings certificate) projects.
Conclusion
Steam remains a key asset for industry, but its efficiency depends directly on boiler room operations. Condensate returns, heat recovery, steam trap maintenance, and KPI tracking represent accessible actions that yield measurable savings.
To identify optimization opportunities for your facility, contact a DATIVE specialist to define a pragmatic metering plan and a DAT’Power dashboard tailored to your boiler room.
FAQ – Industrial Steam Boilers
Can a boiler room optimization project receive funding?
Yes. Depending on the nominal capacity of your boiler, a project can be partially or fully funded through Certificats d’Économies d’Énergie (CEE). A DAT’Power deployment is 100% eligible under this mechanism, significantly reducing the capital outlay.
What is the difference between a fire-tube boiler and a water-tube boiler?
Fire-tube boilers route hot combustion gases through tubes submerged in water. They are simple, robust, and widely used. Water-tube boilers route water through tubes heated externally by flue gases; they are better suited for high pressures and large steam flow rates.
Why is recovering condensates highly important?
Because they are already hot and chemically treated. Returning them to the system reduces makeup water, chemical, and fuel consumption, while stabilizing boiler operation.
What is the purpose of a flue gas economizer?
It recovers heat from combustion gases to preheat boiler feed water. Consequently, less heat is lost through the stack, and overall boiler efficiency increases by several percentage points.
Is steam boiler regulatory compliance complex?
The framework is rigorous, comprising European pressure equipment directives and specific national decrees requiring periodic inspections and tests. These obligations are monitored by notified bodies. The operator must ensure inspections and tests are executed within the required intervals.







