
Energy optimization of steam boilers: concrete levers to reduce industrial costs

Thomas Peyron
•

Steam boilers represent a major energy expense in industry. How can their consumption be reduced without compromising production reliability? This expert article presents the key indicators to track, appropriate measurement methods, and concrete optimization levers, illustrated by physical field feedback.
Introduction
Optimizing a steam boiler means sustainably reducing energy costs, limiting emissions, and improving production reliability. In this guide, you will find measurable benefits, the KPIs to track, measurement methods (field + supervision), and priority technical actions — complete with DATIVE field feedback.

What benefits can be achieved with improved energy efficiency of your steam boilers?
Reduction of operating costs
Improved efficiency translates first and foremost into less fuel required to produce the same quantity of steam. For example, lowering the flue gas temperature by just 20 °C can represent 1 to 2% in annual gas savings. Installing an economizer or a simple combustion adjustment can therefore quickly generate tens of thousands of euros in savings for a medium-sized boiler.
To this is added the reduction of indirect costs: less fresh water to heat thanks to condensate return, and fewer chemicals for water treatment. On certain sites, reusing 70% of condensates reduced the water treatment bill by nearly 15%.
Improvement of environmental performance
Every gained point of efficiency results in a proportional reduction in combustion-related CO₂ emissions. On a 10 t/h gas boiler, adding an economizer can thus avoid several hundred tons of CO₂ emissions per year.
Reusing condensates also limits drinking water consumption and effluent discharge, contributing to CSR objectives and facilitating environmental reporting (carbon footprints, ISO 50001).
Regulatory compliance
European and national frameworks require improvement actions and objective-driven monitoring of energy performance. An instrumented boiler room, with reliable indicators and regular reporting via our DAT’Power solution, facilitates energy audits, multi-site consolidation, and the production of deliverables required by authorities or internal frameworks. The benefit is twofold: simpler compliance and optimization levers highlighted by data.
Equipment preservation and asset valuation
Stable efficiency reflects a well-adjusted and well-maintained boiler. Conversely, misadjusted combustion leads to fouling, premature wear, and unplanned shutdowns. It is estimated that, without a tracking program, up to 30% of steam traps can fail within a few years. Implementing systematic maintenance drops this rate to under 5%. Result: increased availability and prolonged lifespan for both the boiler body and its auxiliaries.
Access to funding mechanisms
The instrumentation and energy monitoring of steam boiler rooms are covered by the French CEE IND-UT-134 sheet ("Energy performance indicator measurement system"). Concretely, this means that setting up a monitoring project like DAT’Power is 100% eligible for the Energy Savings Certificates (CEE) scheme.
This benefit significantly reduces, or entirely eliminates, the remaining cost for the operator.
During our on-site technical visit, we provide a precise estimate of the mobilizable CEE funding to secure the financing plan and accelerate decision-making.
Schedule a technical visit with a DATIVE expert
How to obtain these indicators to effectively measure the performance of your steam boilers?
The different measurement methods (sensors, analyzers, audits, etc.)
At DATIVE, we recommend instrumentation tailored to each boiler room to obtain reliable and actionable data:
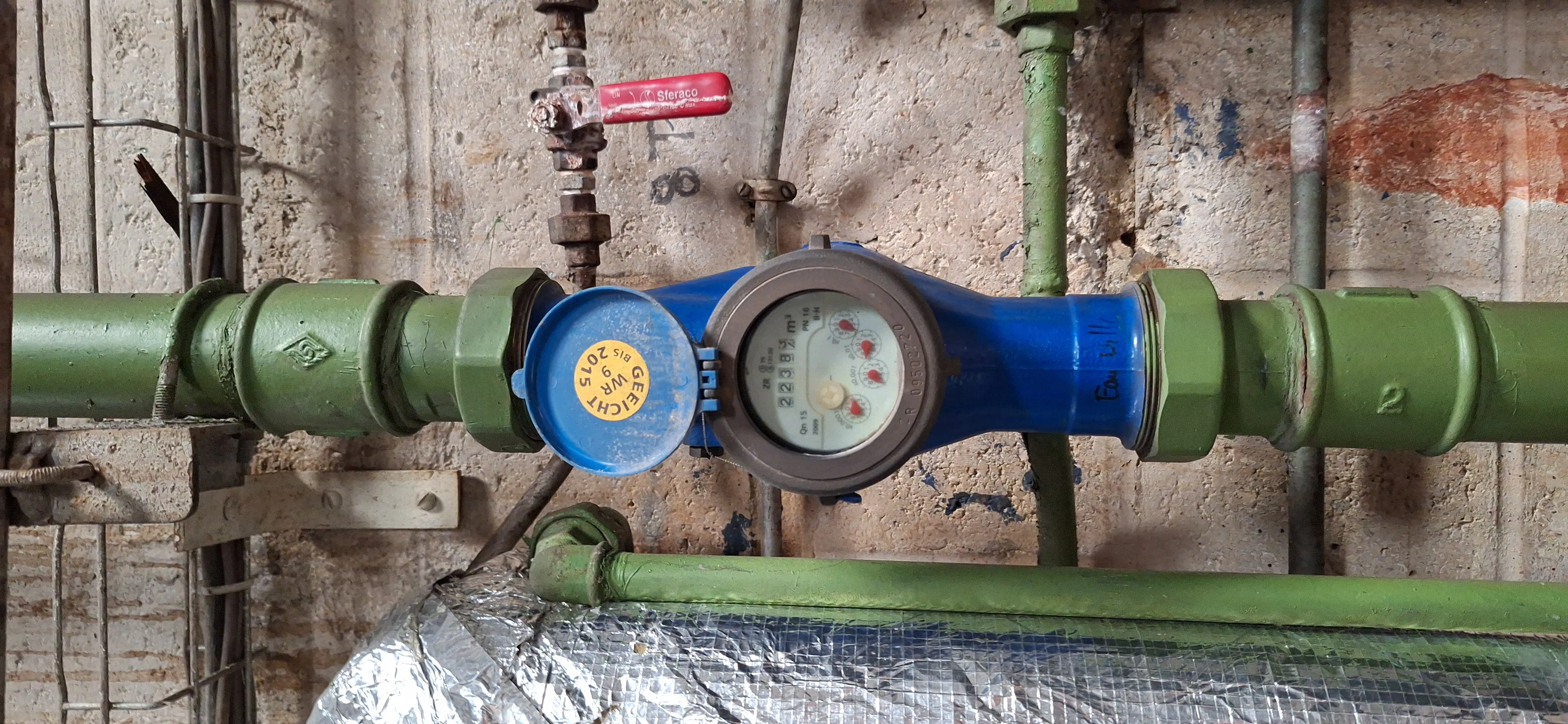
Water meters to track make-up water and objectify actual consumption.
Steam flow meters: primarily vortex models, which offer heavy-duty reliability, but also swirl technology when the hydraulic constraints of the installation justify it.
Non-intrusive inline flow meters for measurements on critical piping without interrupting production.

Thermal energy meters to compare consumed gas kWh, produced tons of steam, and calories contained in the condensate returns.
Temperature and pressure sensors to convert measured flows into normalized m³ and secure performance calculations.
These instruments form the foundation for calculating overall efficiency, managing blowdowns, tracking condensate returns, and establishing energy performance indicators recognized under standards and frameworks (ISO 50001, CEE).
Centralizing and history-tracking data with DAT’Power hypervision
Deploying sensors is a first step, but value is created when data is aggregated and historized. A Hypervision solution like DAT’Power centralizes information and presents it clearly via dashboards: overall efficiency, specific consumption per workshop, condensate return rate, CO₂ emissions. This consolidation allows for performance comparison across sites and prioritization of actions based on potential gains.
Using preventive predictive analysis
With continuous data, it is possible to implement predictive logic. A blocked steam trap results in a temperature drift; a fouled economizer leads to an increase in flue gas temperature; degraded combustion shows an excess of O₂. These weak signals, detected early, allow for intervention before they result in a breakdown or overconsumption.
If you are interested in predictive analysis, you can consult our complete e-book " the practical guide to predictive maintenance " in partnership with Dimo Maint
Automating reporting and alerts to act quickly
Automated reporting saves time and secures tracking compliance. Instead of manually compiling readings, data is converted into standardized reports (ISO 50001, energy audits, carbon footprints). Configuted alerts (e.g., dropping efficiency, excessive blowdown rate) guarantee immediate responsiveness on the ground.
Field feedback: how DATIVE supports DS Smith to optimize its steam boilers across France
In DS Smith plants, the progressive rollout of DAT’Power instrumentation enabled real-time tracking of indicators such as efficiency, flue gas temperature, and condensate return rate. The result: a uniform view across sites, earlier detection of drifts, and action plans prioritized according to factual data.
How to optimize steam boilers in industry?
Automation and reduction of boiler blowdowns
Install a conductivity probe on the feed tank or boiler drum to trigger blowdowns automatically.
Verify the conductivity threshold setting: too low means energy losses, too high risks scaling.
Set up a flash vessel to cool and depressurize blowdown water before disposal, recovering energy as flash steam that can be used to preheat a water tank.
Concrete action: monitor the current blowdown rate (% of steam produced) and compare it to the recommended target (< 5%).
Heat and condensate recovery
Map the condensate network to identify sections where condensates are discharged to the sewer instead of being recovered.
Install or replace defective steam traps: up to 30% can be out of service if not maintained.
Provide a buffer tank or deaerator tank to centralize and return condensates to the boiler.
Couple condensate recovery with an economizer to preheat feed water upstream.
Concrete action: measure the current condensate return rate (kg/h or % of steam produced) and identify workshops or lines where condensates are lost.
Continuous performance monitoring and analysis
Install a vortex flow meter on the main steam line to measure actual production.
Monitor the flue gas temperature at the economizer outlet: a deviation of +20 °C can signal fouling or poor burner adjustment.
Set up automatic alerts (efficiency < 85%, blowdown > 5%, drop in condensate return rate).
Historize data to compare from month to month and objectify gains.
Concrete action: check the flue gas temperature relative to setpoint and compare it with the "new" value provided by the manufacturer.
Utilization of Energy Savings Certificates (CEE)
The sheet IND-UT-134 specifically covers steam boiler rooms ≤ 10 MW. It funds the deployment of a complete system for energy measurement and tracking. At DATIVE, we deploy projects with CEE funding ranging from €10,000 to €50,000, which significantly reduces the remaining cost. During the technical visit, our teams draft the following deliverables:
the detailed energy metering plan, eligible for CEE (NF EN 17267 standard)
the precise estimate of mobilizable CEE funding
the energy specifications document necessary for project execution

Concrete action: schedule a technical visit with our DATIVE energy experts to assess eligibility and estimate mobilizable CEE funding
Conclusion
The energetic optimization of a steam boiler does not rely on a single action but on a comprehensive approach: adjusting blowdowns, recovering heat and condensates, instrumenting the correct measurement points, and monitoring indicators continuously. Each lever contributes a portion of the gain; combined, they improve the overall performance of the boiler room.
At DATIVE, we support industrial operators starting from the field: a technical visit to understand your installation, an adapted metering plan, and a clear estimate of available CEE funding. This allows for rapid progress with a secured return on investment.







